01工艺流程“奇数法则”——让弯钩朝后走
细纱机是最后一道伸直纤维的关口,牵伸倍数最高,对消除后弯钩尤其有利。因此,在粗梳系统里,把梳棉与细纱之间的工序道数按奇数配置,就能让喂入细纱机的粗纱中绝大多数纤维弯钩朝后,为后续牵伸创造更顺直的起始条件。
02牵伸负荷“前重后轻”——让每一道工序都“吃饱”
2.1 ◆ 生条与粗纱的“能量差”头并喂入的生条纤维伸直平行度最差,而细纱喂入的粗纱相对最好;再加上前区附加摩擦力界(压力棒、弹性钳口等)控制力强,后区(尤其是末并、细纱)控制力弱。于是规则就清晰了:前区多分担牵伸,后区少牵伸,才能让纤维在每道工序里都“吃饱”而不“撑着”。
2.2 ◆ 同一工序的“前后分工”当喂入须条后弯钩偏多时,加大前区牵伸倍数、减小后区牵伸倍数;后区只做“配角”,既避免过度拉伸,也减少意外牵伸造成的纤维倾斜。
03温湿度“舒适区”——让纤维“不粘不静电”
车间或半制品回潮率过高,纤维发粘,梳理与牵伸时纤维分离困难;回潮率过低,静电大,须条发毛,胶辊胶圈粘缠纤维,伸直平行度瞬间崩盘。把各工序控制在适宜温湿度与回潮率区间内,纤维才能“活”而不“乱”。
04重量法测平行度——一把天平搞定
4.1 ◆ 原理一句话夹持→梳去→称重,用重量比代替长度比,算出须条前半段与后半段纤维的投影长度差,再除以总长度,就是平均伸直平行度。
4.2 ◆ 公式速记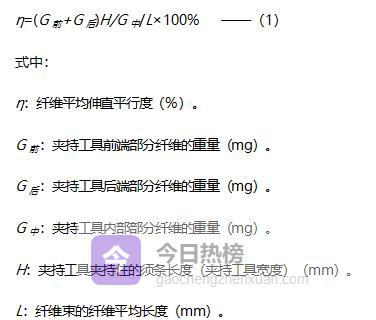
其中:
= 前端重量
= 后端重量
= 中段重量
= 须条总长度
= 须条平均重量/单位长度
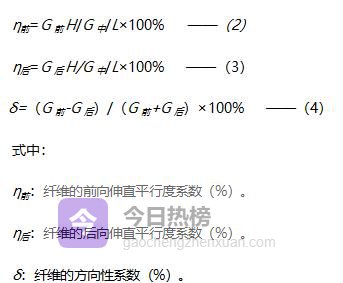
4.3 ◆ 结果拆解前向系数:前弯钩比例
后向系数:后弯钩比例
方向性系数:前弯钩-后弯钩 / 前弯钩+后弯钩,δ>0 前弯钩占优,δ<0 后弯钩占优。
实测表明,重量法与示踪纤维法结果高度一致,误差可控在置信区间内,操作却简单得多。
05实操清单——五分钟备齐工具
扭力天平(精度0.01 g)
纤维切断器或宽胶带夹
刀片(锋利、贴线切)
稀梳子、密梳子各一
被测须条≥(2L+H) mm,方向别拿反
06五步流程——零失误称重
取样→标记头尾→保证露出≥L mm
垂直夹持中部→稀梳→密梳→轻抖去杂
沿握持线切下前端、后端、中段三份
天平称重并记录(每份至少3 g)
代入公式(1)~(4)一键出结果
07结语
纤维伸直平行度是半制品的“隐形质量刻度”,定期检测、按奇数配工序、前重后轻分牵伸、控温控湿防静电,再配合重量法快速检测,就能让每一根纤维在须条里乖乖排排站,最终把成纱条干和强力的“天花板”抬得更高。
原创文章,作者:梁雪莹,如若转载,请注明出处:http://m.gaochengzhenxuan.com/keji/4225.html